Impacting the Future
Today, with over 70 member companies, GMRC continues to lead the industry in advanced research and education opportunities. Our extensive resource library contains a wealth of technical knowledge and our annual Gas Machinery Conference is one of the industry’s premier events.
How It Works
Each year, GMRC accepts research proposals addressing current gas machinery industry challenges. Since 1952, GMRC has raised over $30M for research, advancing safer and more efficient solutions for natural gas transportation. These contributions support our ongoing efforts to lead in research and education.
Great ideas can come from anywhere and anyone. Every perspective has the potential to spark innovation and drive progress.
What problems, challenges or opportunities do you have? Could others like you have the same issue?
Share your challenge with us. Your Idea might be a part of a solution for the industry!
The Process
Member companies can submit research proposals relevant to their work. If approved, projects receive support and funding from GMRC, funded by member contributions.
Completed research is presented at the Gas Machinery Conference and added to GMRC’s resource library for industry insight.
-
 Minimizing lube oil in reciprocating compressor cylinders
Minimizing lube oil in reciprocating compressor cylinders -
Noise characterization and suppression techniques
-
Hot surfaces in hazardous environments
-
Flex hoses reliability, testing, and design
-
Centrifugal compressor dry gas seals and failure prevention

Product Store
Through decades of research, GMRC has accumulated an extensive resource library with over 1000 valuable research papers and technical reports available to members and other industry leaders. This vault of information allows members to leverage decades of industry research commissioned by GMRC with the click of a button.
Recent Research Projects
Product storePI: Southwest Research Institute
Liquid contamination in dry gas seals (DGS) can come from a variety of sources and cause DGS failure. The physical effect of liquids on DGS performance is a topic of limited understanding, and conflicting theories exist regarding liquid-induced failure mechanisms. The current phase of work builds upon experimental efforts seeking to develop an understanding of liquid contamination effects to improve DGS system design, instrumentation, and monitoring to improve DGS reliability. An overarching objective of the program is to develop a methodology to determine a limit of operation based on general geometry, operating conditions, and gas/liquid compositions and concentrations. Modification to the test rig are underway to better characterize details of DGS operation, specifically, seal gap measurement, and additional test conditions will be explored to better quantify safe operating limits
PI: Southwest Research Institute
Centrifugal compressors have seen significant reductions in methane emissions over the last several decades by using dry gas seals. In fact, dry gas seal technology reduced methane emissions by 90 percent or more compared to older wet seal technology. However, a small amount of methane leakage is still vented to atmosphere. To reduce or eliminate methane emissions due to dry gas seal leakage, two main solutions can be considered. One method would be to collect and recompress the vent gas for reinjection into the process stream or another lower pressure system. Another method would be to use nitrogen as the seal supply gas so that the vent stream does not contain methane. The goal of this project is to develop a parametric analysis tool that will quantify relative performance and allow users to evaluate dry gas seal emissions mitigation options along with the financial impact.
Gas composition, which can vary from location to location, constrains the allowable operating conditions and compressor package design. The presence of liquid in the compressor can lead to excessive wear of intake and discharge valves and impact performance. To prevent ingestion of liquid slugs, operating conditions and separation equipment must be selected appropriately using mixture dew point calculations from commercially available software such as NIST-REFPROP. It has been shown that current REFPROP calculations fall short when determining Vapor Liquid Equilibrium data when water is introduced.
With the support of NIST-Boulder, this project will update interaction parameters found in mixture models to better predict recent Vapor Liquid Equilibrium measurements. In addition, the project team will investigate the influence of salts dissolved in water on the Vapor Liquid Equilibrium of previously examined systems. Improved predictions in mixture Vapor Liquid Equilibrium will allow engineers to design more efficient and higher throughput gas compression packages and will allow operators to more precisely update operation as gas composition changes. The data collected in this project will provide clear paths for follow-on work and will identify areas within mixture models used in REFPROP in need of improvement to better aid the gas industry.
PI: Colorado State University
This project will leverage compiled lubricant viscosity, dilution and entrainment data from past years of research with integrated empirical correlations to give engineers and operators comprehensive and useful insight into lubricant performance in their systems. The intent of this project is to develop an interactive software tool that integrates lubrication dilution data with an analytical film thickness model and recommends a lubricant feed rate for a specified lubricant with specified compressor parameters and operating conditions. However, it should be noted that further work will be needed to determine an input target film thickness to improve the model.
Dry Gas Seal Reliability: A Study of the Effects of Liquid Contamination on Seal Performance
Project Champion: Michael Matheidas, ExxonMobil Production Company
Dry gas seals are the primary type of shaft seals in many turbomachinery applications, including centrifugal gas compressors. These seals have very low leakage rates due to their small operating clearance (3-10 microns) between rotating and nonrotating parts. However, this low clearance also causes the seal to be sensitive to contamination from the process gas, bearing lubrication oil, or seal supply gas. A previous GMRC study on dry gas seal reliability indicated that liquid contamination was the most common source of seal failure in the cases studied. Dry gas seal failures from liquid contamination are expensive to repair and can result in costly down time. Field experience shows that some seals continue to function even when liquid contamination exists, but industry knowledge regarding acceptable levels/types of liquid contamination is insufficient. This project will identify the underlying mechanisms behind failure modes due to liquid contamination and use this information to develop a test to investigate allowable levels of liquid contamination.
The results of this study will be detailed in a comprehensive report that includes a summary of the mechanism behind dry gas seal liquid contamination failures, industry experience with liquid contamination failures, results of testing a dry gas seal with liquid injection, and recommendations for maximizing system reliability.
The report will be targeted to end users of centrifugal compressors and other turbomachinery utilizing dry gas seals.
Direct Enthalpy Rise Measurement – Phase 2
Project Champion: Rainer Kurz, Solar Turbines
The first phase of this project developed the apparatus needed to directly test ethalpy rise, but only the initial calibration of the device along with very limited testing of two gas compositions was preformed to ensure the device works. The second phase will preform enthalpy measurements on four different gas mixtures over a range of specified pressures and temperatures for a total of 25 tests.
The specific deliverable of this project will be a report with detailed comparisons of enthalpy measurements standard EOS over the relevant pipeline gas compositions and operating conditions. Recommendations will be provided on the best practice for usage and applicability of EOS for standard pipeline conditions. Recommendations will also be provided for appropriate values of uncertainties that should be used when utilizing various EOS. Raw data for comparison purposes will also be provided for all complementary physical property testing preformed under this project.
Guidelines for the Selection of Filtration Equipment – Phase 2
Project Champion: Christine Scrivner, Kinder Morgan
Liquid contaminants in a compressor inlet gas stream can severely damage the compressor. Similarly, oil and other liquids that enter a compressor outlet stream can damage other process equipment and can also result in pipe corrosion. Although various separation technologies are currently available that will remove liquids with some degree of efficiency, it is not clear which technologies best address different circumstances or at what point in the process filtration should be installed. Perhaps, in some instances, more than one type of filtration is required.
The objective of phase 2 is to develop a set of draft guidelines to assist separation and filtration equipment users in specifying the equipment based on the existing requirements.
The deliverables from this project will be a document tentatively entitled, “Guidelines for the Selection of Gas Separation and Filtration Equipment.” It is intended that the document will provide the user with adequate general knowledge to work with vendors in selecting and using the proper separation and filtration equipment.
Wet Gas Formation and Carryover in Suction Equipment – Phase 3
Project Champion: Gary Bourn, Anadarko
In gas processing, boosting and gathering applications, drying and/or separating equipment is placed upstream of the compression equipment to remove water and hydrocarbon condensates. However, liquids can still be carried over from the separation equipment due to changes in operating conditions. Furthermore. even when the gas leaving the separator is dry (i.e., saturated vapor), pressure and heat losses in suction bottles and nozzles may be sufficient to lead to liquid condensation. While it is generally understood that liquid carryover and liquid condensation can occur, it is less clear how the multi-phase fluid moves through equipment downstream of the separator. In the past two years, the first phase of a project led by Southwest Research Institute® (SwRI) has been investigating wet gas formation and carryover in compressor suction equipment. In this first phase, one-dimensional (1-D) thermal-fluid models were developed for three (3) unique compressor suction bottles. The second phase of the project has focused on generating a better representation of the complex flow patterns for insight into expected liquid droplet deposition and condensation. 3-D multi-phase flow Computational Fluid Dynamics (CFD) and Conjugate Heat Transfer (CHT) models confirm that condensation can occur in the pulsation bottles and is a function of the flow rate, gas composition, and geometry. The multi-phase flow predictions indicate that a majority of the entrained liquids impact baffles in line of the gas flow path, demonstrating the utility of the baffles as liquid knockout devices.
With the insight gained from the previous two phases, it is now appropriate to continue the analysis process and focus on ways to improve the performance of the bottles, in terms of liquid management. Various ways of managing and handling liquid dropout and condensation will be investigated.
The deliverable from this work will be a detailed report that describes the complete results of the proposed analysis. The methods used for analysis will also be included in the report. The benefits and side effects of the proposed design changes will be documented and compared and the results of the CFD will be adequately detailed.
Development of a Robust Scrubber Level Control – Phase 2
Project Champion: Scott Schubring, Williams Companies
Gas-liquid scrubbers rely on level control systems to maintain an appropriate liquid level within the vessel. A typical level control system comprises a level indicator, a modulating level controller, level switches, and a pneumatic control valve for liquid release. In natural gas service, these control systems are subject to harsh environments often characterized by the influx of liquid slugs, high velocity gases, corrosive fluids, vibrations, and a chaotic gas-liquid interface. In these harsh conditions, level control system failures are commonplace and tend to lead to safety and environmental hazards, equipment damage, and lost production. A need exists to augment or replace the typical liquid level system with an alternative solution that is cost effective, robust, and can operate reliably in the harsh natural gas environment.
In the second project phase, a scaled prototype of the selected design from the first phase of work will be fabricated and tested. The prototype, along with other commercially available level controllers, will be tested at conditions similar to those experienced in the field but with inert fluids. These tests will seek to replicate some of the harsh operating conditions such as a chaotic gas-liquid interface, bottle vibrations and high gas velocities. At the end of the second project phase, the prototype and the selected controllers will have been tested in a variety of challenging operating conditions and design modifications (if required) will be identified.
The deliverables from phase two of this work will be a prototype of the ultrasonic external level controller and a detailed report describing the tests preformed and the results. This report will include a performance analysis for each level controller tested and outline a plan for field testing of the level controllers.

Have a research project idea?
We’re now accepting proposals for 2026 research projects.
Latest news
All news-

Careers
October 7, 2025
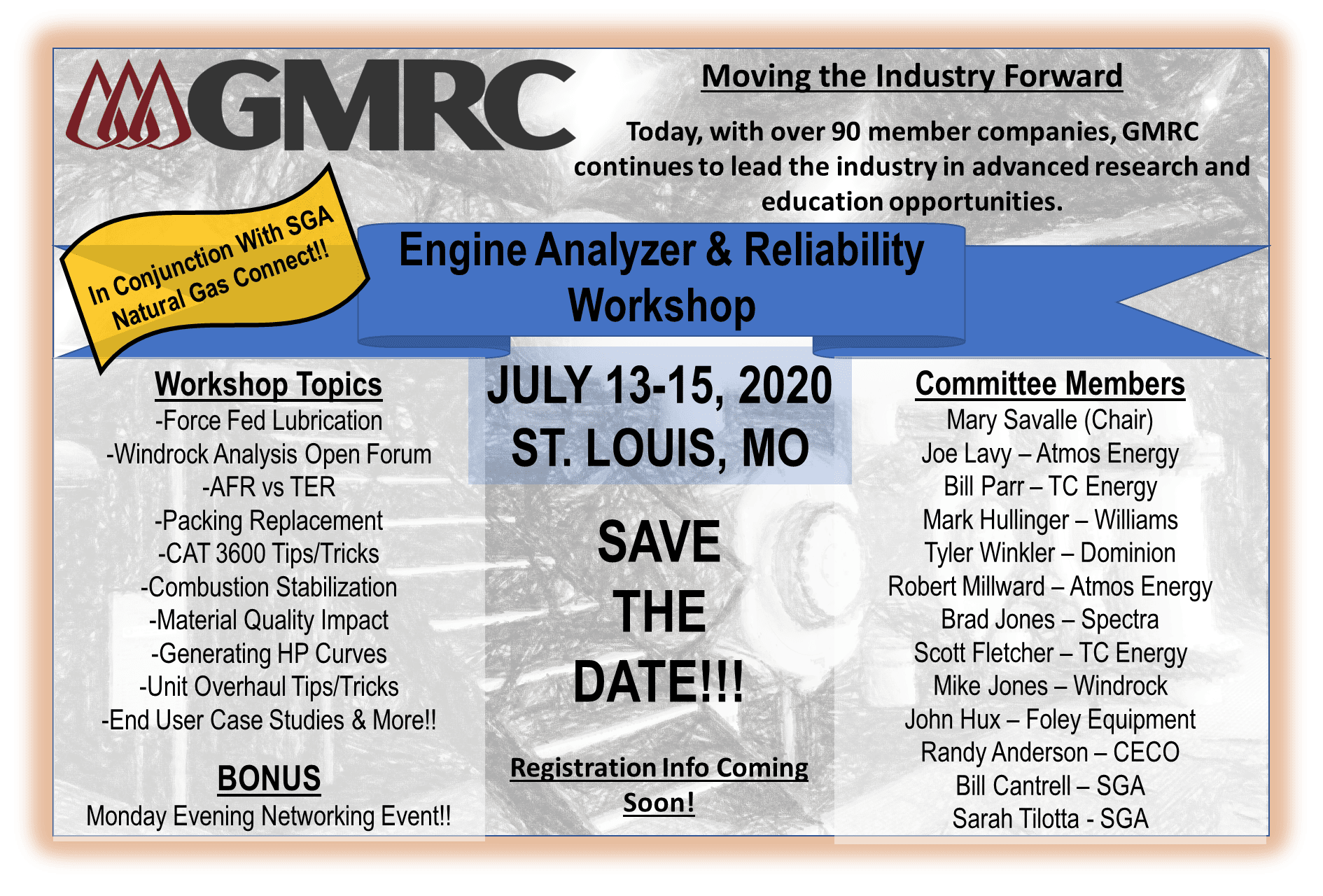
Know Before You Go: Engine Analyzer & Reliability Workshop
-

News
May 1, 2023
GM Link – May 2023
-

News
July 21, 2022
Know Before You Go: Engine Analyzer & Reliability Workshop
-
News
June 15, 2022
Session Spotlights: 2022 Engine Analyzer & Reliability Workshop
-

News
May 15, 2021
Gas Machinery Conference 2021: Registration is Open!
-
News
July 1, 2020
“What to Know Wednesday”
-

News
January 16, 2019
Call for Papers for Gas Machinery Conference 2019
-
News
March 15, 2018
2018 GMRC Report to Members